خطأ في تنسيق البريد الإلكتروني
emailCannotEmpty
emailDoesExist
pwdLetterLimtTip
inconsistentPwd
pwdLetterLimtTip
inconsistentPwd


موظفي الانحناء المعدني ورقة المهارات الأساسية
العوامل التي تؤثر على Springback والتدابير لتقليله
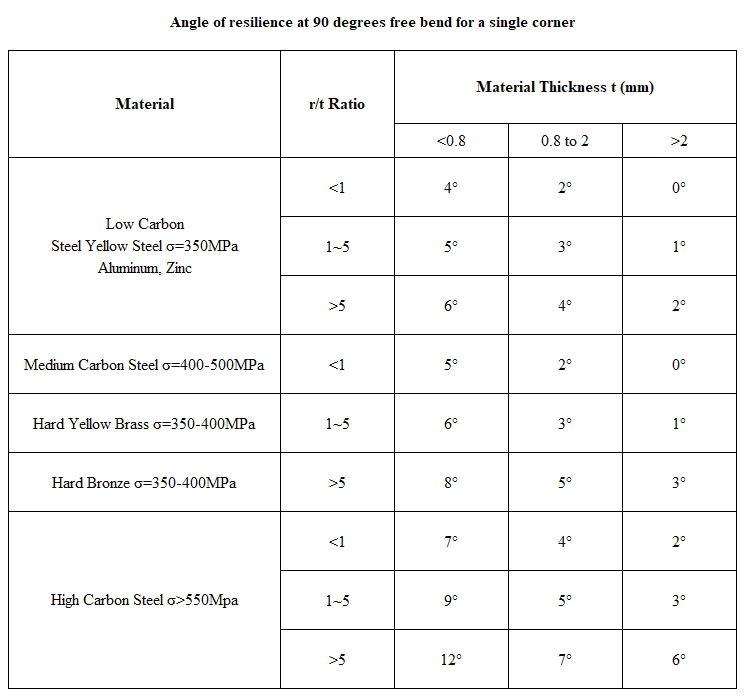
(1) الخصائص الميكانيكية للمواد ، يتناسب حجم زاوية Springback بشكل مباشر مع نقطة العائد للمادة ، وتتناسب عكسيا مع معامل المرونة E. للأجزاء المعدنية الورقية ذات المتطلبات الدقيقة العالية ، من أجل تقليل الارتداد ، يجب أن تكون المادة فولاذًا منخفض الكربون قدر الإمكان ، بدلاً من الفولاذ الكربوني العالي والفولاذ المقاوم للصدأ.
(2) كلما زاد نصف قطر الانحناء النسبي r/t ، كانت درجة التشوه الأصغر وأكبر زاوية springback Δα. هذا مفهوم أكثر أهمية ، يجب أن يكون الانحناء المعدني للصفائح المعدنية للزوايا المستديرة ، في خصائص المواد ، صغيراً قدر الإمكان لاختيار دائرة نصف قطرها الانحناء ، إلى تحسين الدقة. يجب إيلاء اهتمام خاص لتجنب تصميم زوايا مستديرة كبيرة قدر الإمكان ، كما هو مبين في الشكل أدناه ، هذه الزوايا المستديرة الكبيرة أكثر صعوبة في الإنتاج ومراقبة الجودة:
حساب الحد الأدنى لحافة الانحناء لانحناء واحد
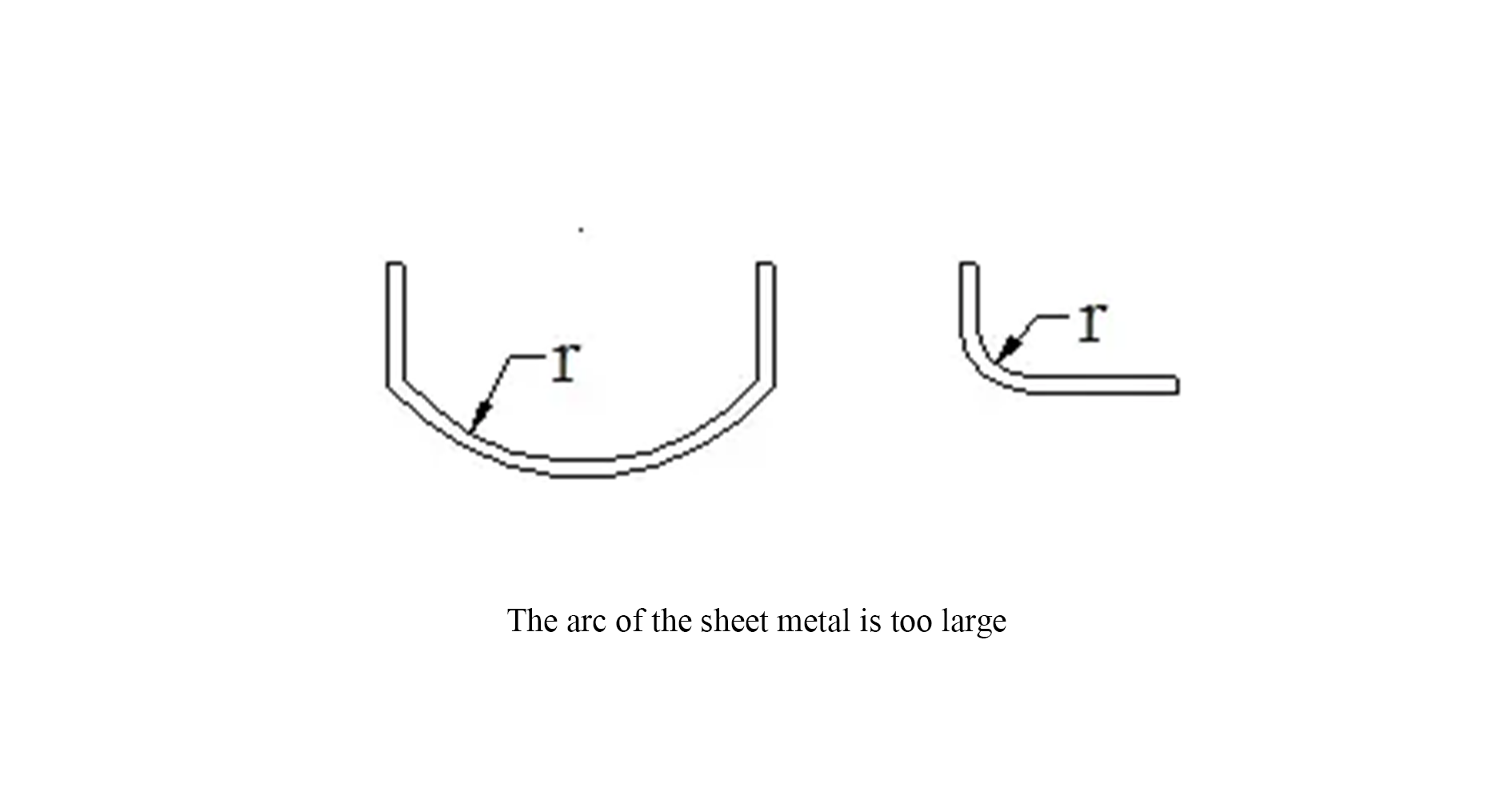
يوضح الشكل أدناه حالة البداية في وقت الانحناء للانحناء على الشكل L:
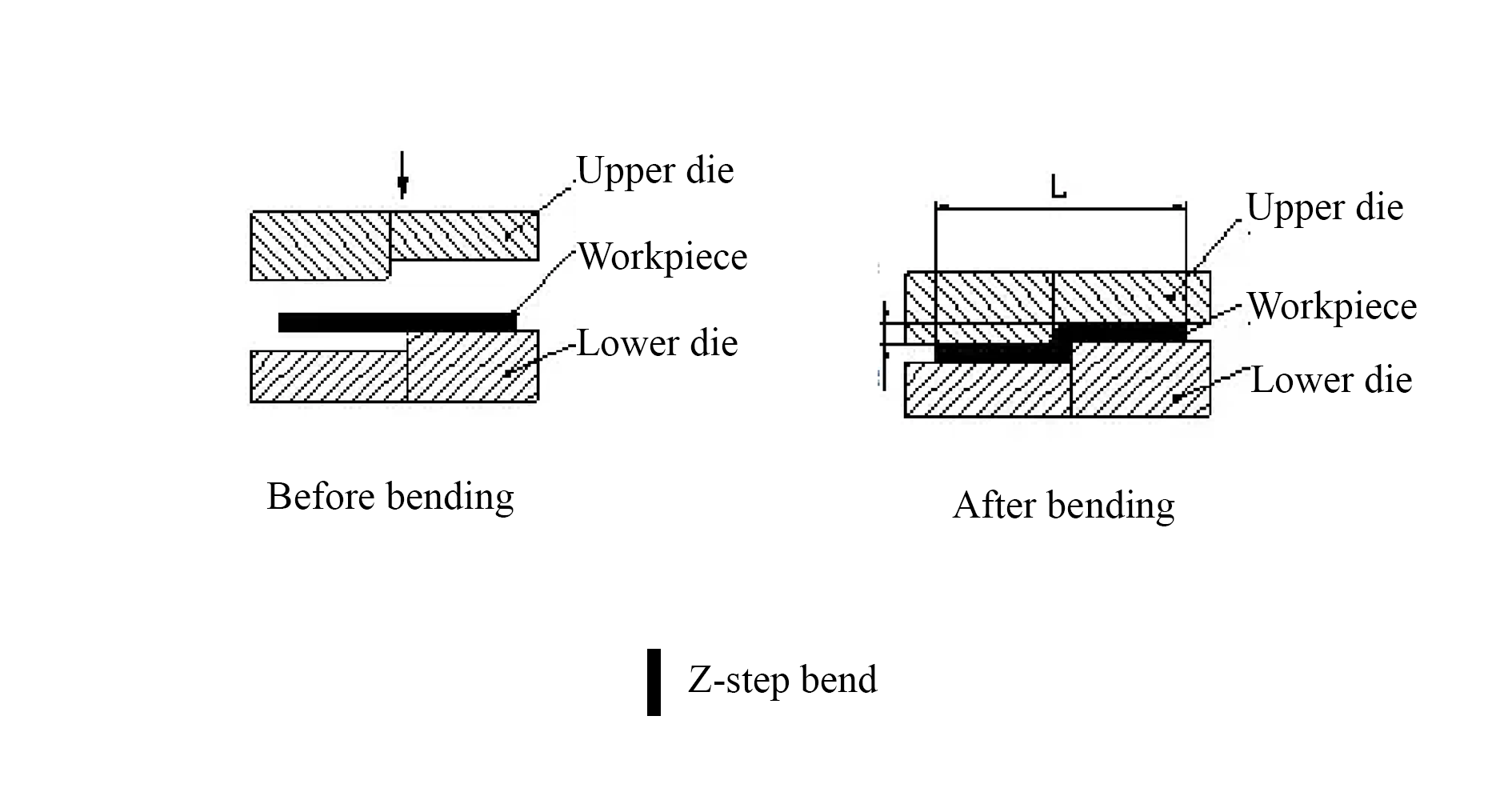
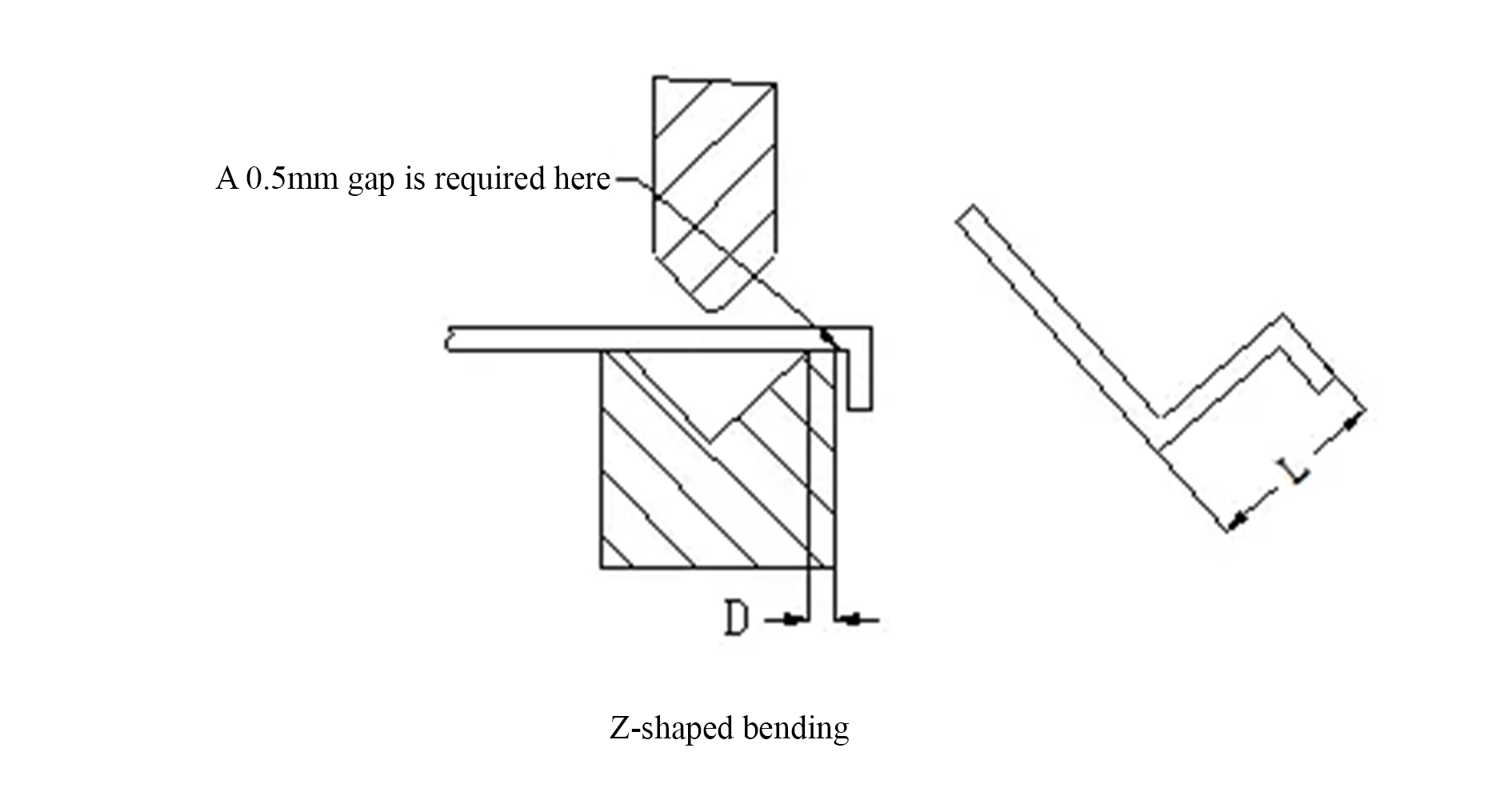
يوضح الشكل أدناه حالة البداية في وقت الانحناء للانحناء z:
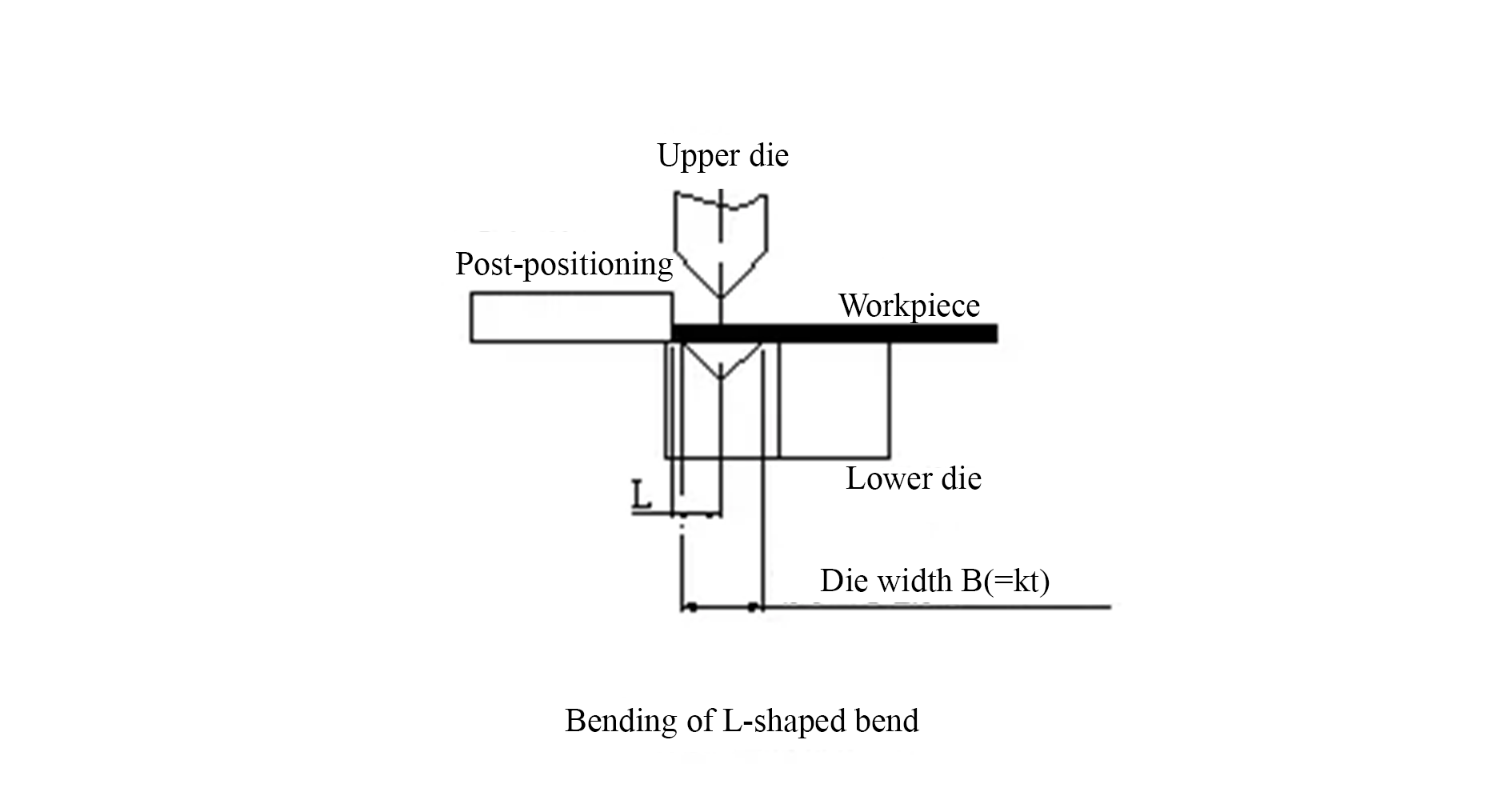
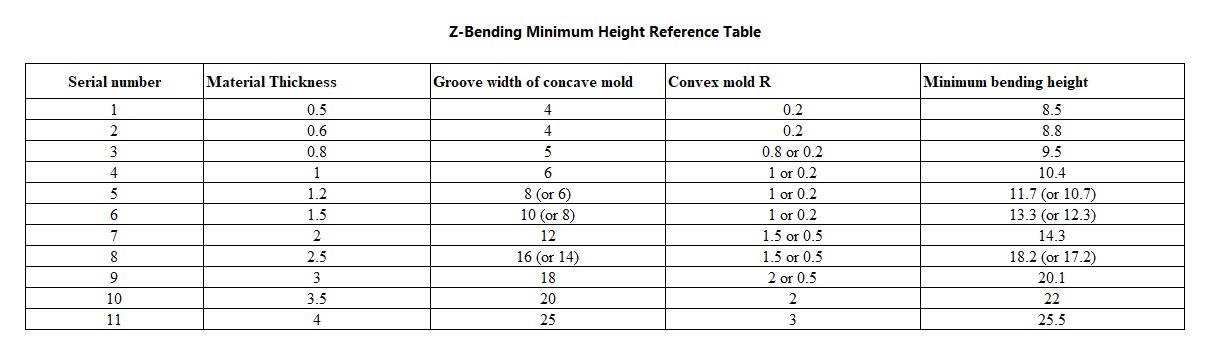
يتم عرض الحد الأدنى لأبعاد الانحناء L المقابلة لانحناء الصفائح المعدنية مع سماكة مواد مختلفة في الجدول أدناه:
خاتمة
باختصار ، تعتبر تقنيات الانحناء المعدنية للورقة ضرورية لإنتاج أجزاء عالية الجودة بكفاءة. سواء أكان استخدام الانحناء للمشاريع المعقدة ذات الحجم الكبير أو الانحناء للآلة للهياكل الأكبر ، وفهم المبادئ ، واختيار الأدوات الصحيحة ، وحساب الأبعاد بدقة أمر بالغ الأهمية. من خلال النظر في هذه العوامل ، يمكن للمهنيين ضمان نتائج دقيقة ومتسقة ، والتكيف مع المتطلبات المتطورة للصناعة.
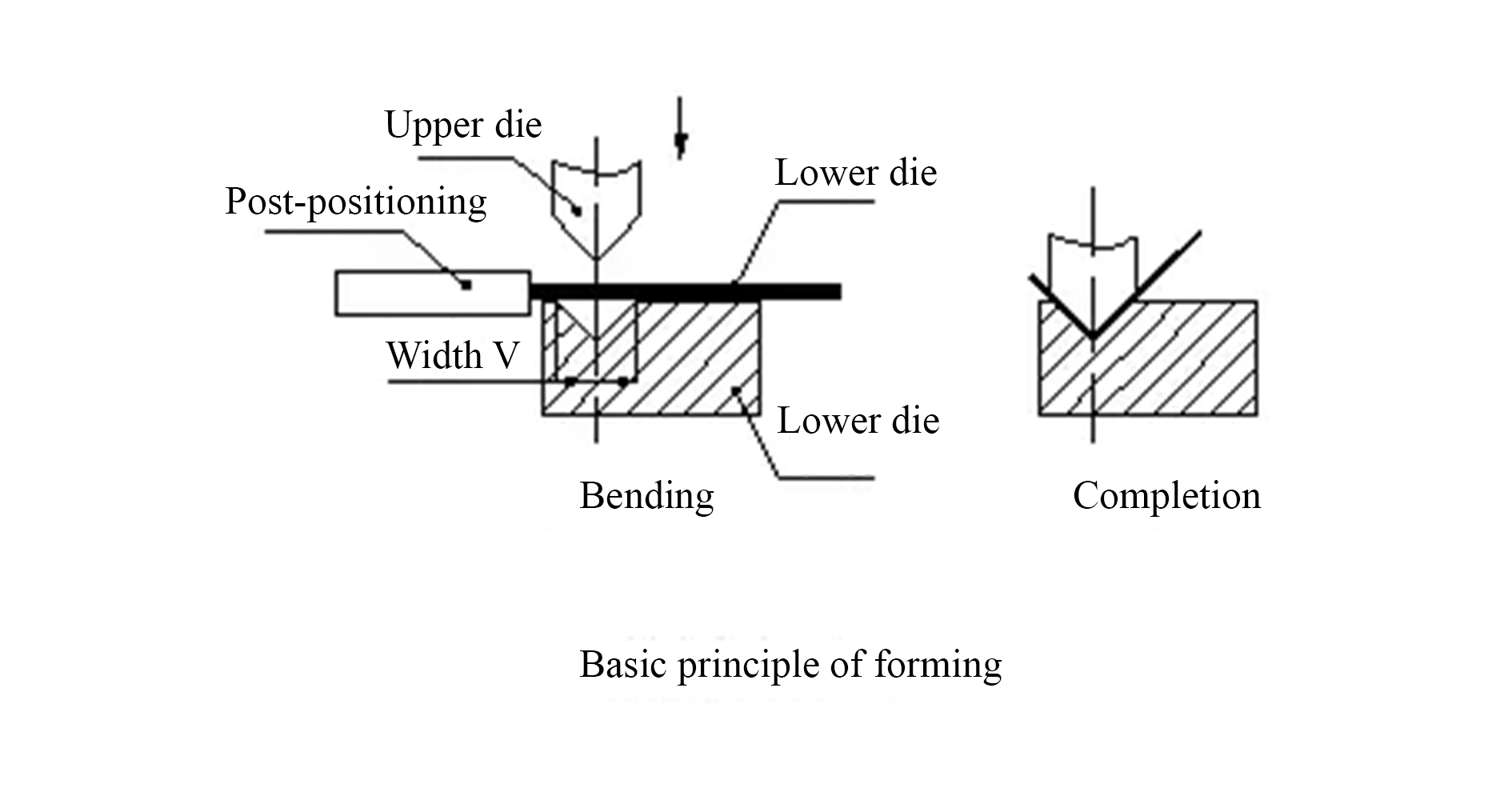
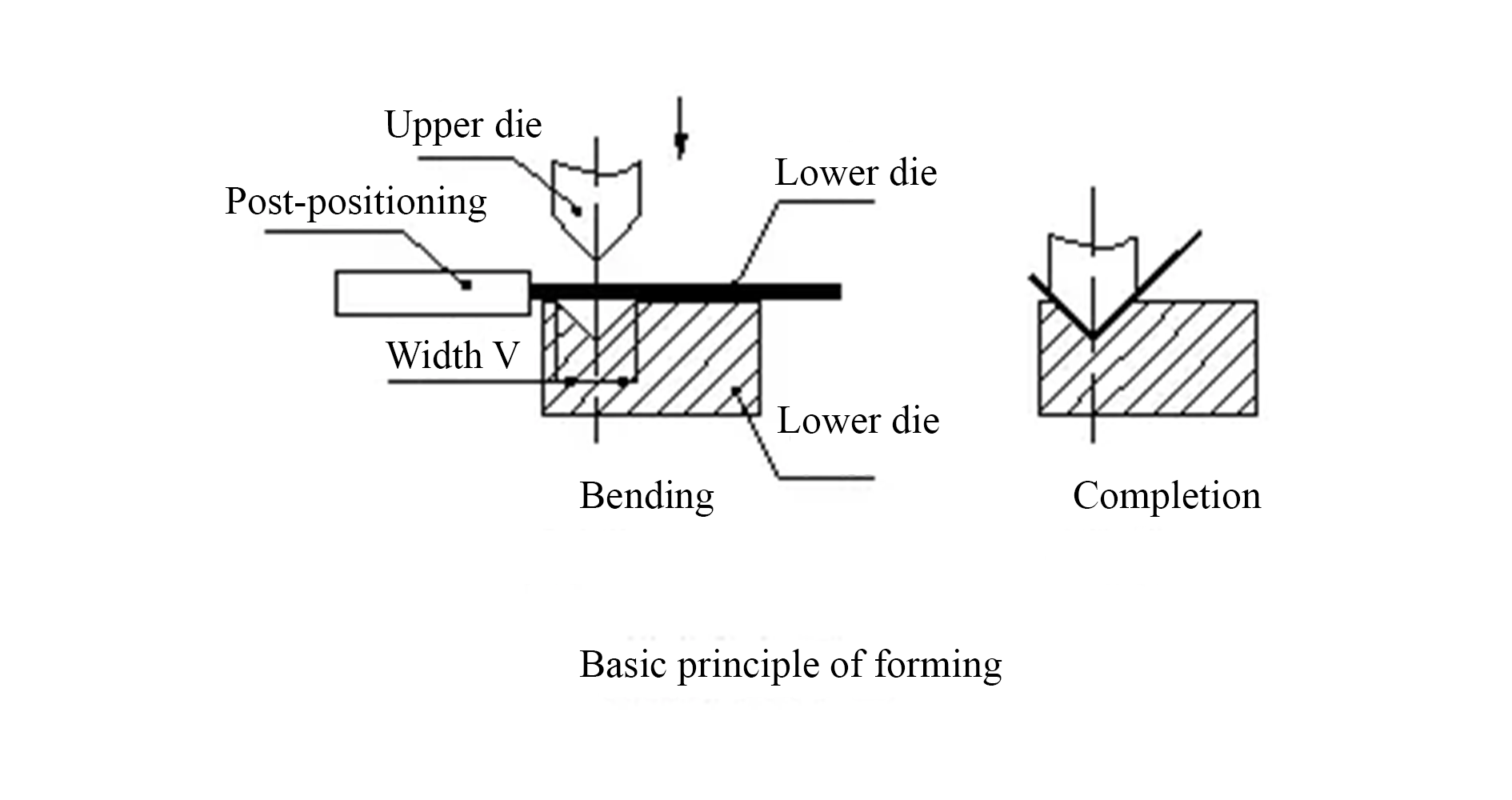
يظهر المبدأ الأساسي للتشكيل أدناه:
سكين الانحناء (القالب العلوي)
يجب اختيار شكل سكين الانحناء كما هو موضح في الشكل أدناه ، ويجب اختيار المعالجة بشكل أساسي لمعالجة مجموعة متنوعة من الانحناء المعقد ، مخصصة العديد من الأشكال ، ومواصفات سكين الانحناء.
يتم استخدام القالب السفلي بشكل عام v = 6t (t هو سمك المادة) يموت
هناك العديد من العوامل التي تؤثر على عملية الانحناء ، وخاصة نصف قطر القوس العلوي ، والمواد ، وسمك المادة ، وانخفاض قوة الموت ، وحجم الفم المنخفض وعوامل أخرى. من أجل تلبية الطلب على المنتجات ، من أجل ضمان سلامة استخدام آلات الانحناء ، كانت الشركات المصنعة تنحني سلسلة Die ، نحتاج إلى فهم عام للموت الانحناء الحالي في عملية التصميم الهيكلي. انظر الشكل أدناه ، الجانب الأيسر من القالب العلوي ، الجانب الأيمن من القالب السفلي.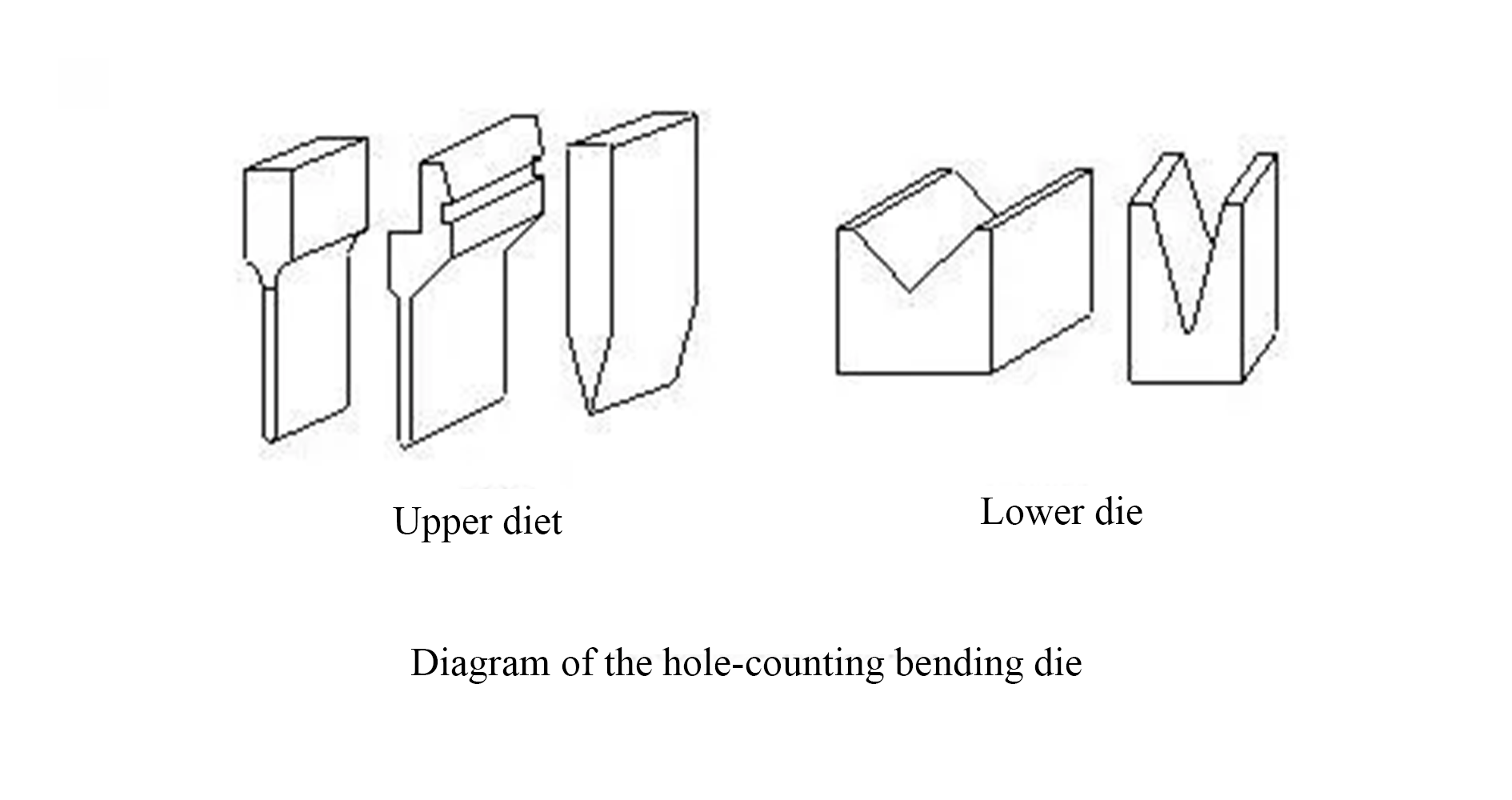
المبادئ الأساسية لتسلسل معالجة الانحناء:
(1) الانحناء من الداخل إلى الخارج ؛
(2) الانحناء من صغير إلى كبير ؛
(3) أول أشكال خاصة ثني ، ثم ثني الشكل العام ؛
(4) لا يكون للعملية السابقة للقولبة تأثير على العملية أو التداخل اللاحقة.
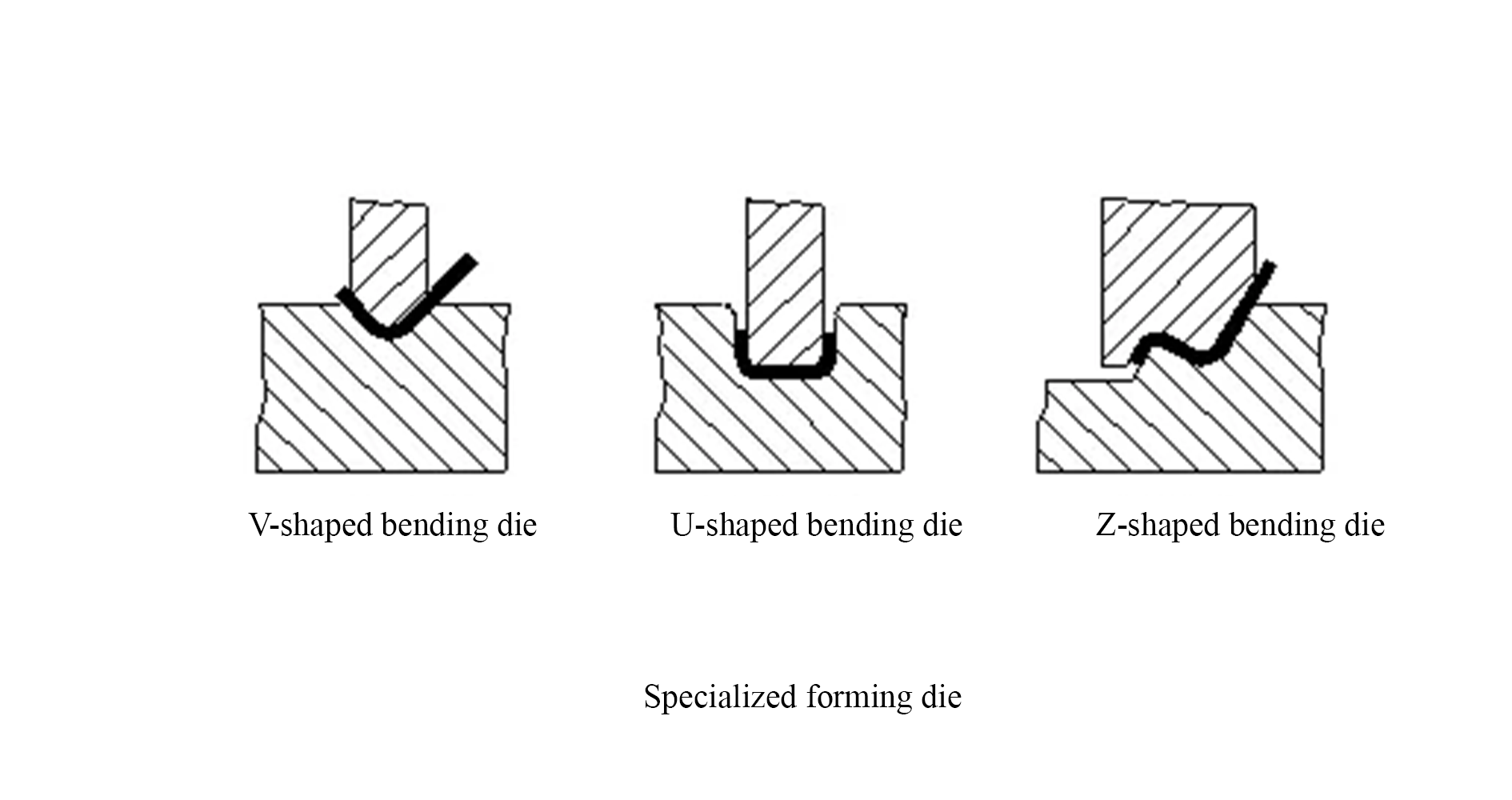
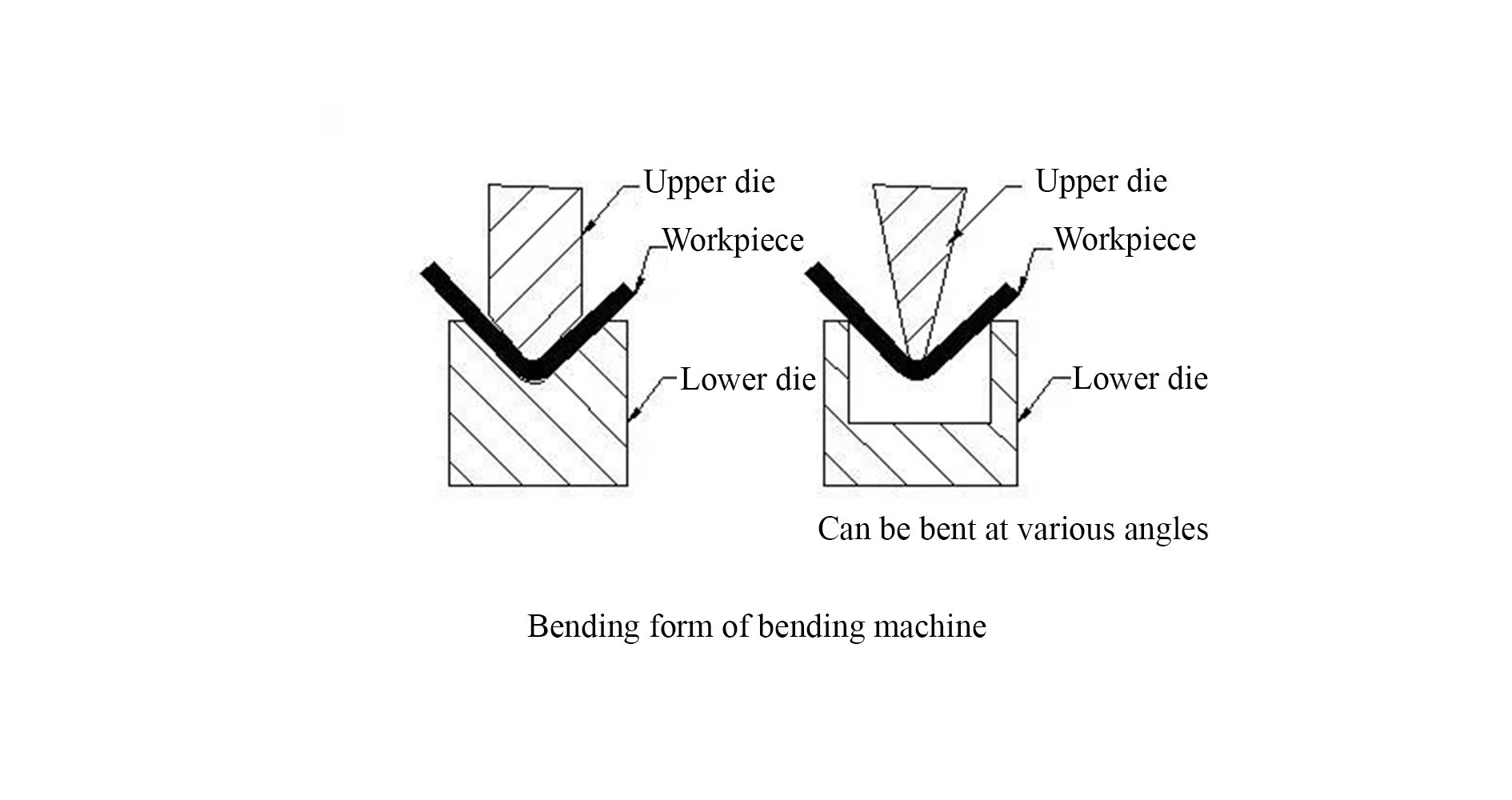
يظهر نموذج الانحناء الحالي بشكل عام في الشكل أدناه:
دائرة نصف قطرها الانحناء
يجب أن يكون الانحناء المعدني للصفائح ، في الانحناء عند الحاجة إلى دائرة نصف قطرها الانحناء ، نصف قطر الانحناء كبيرًا جدًا أو صغيرًا جدًا ، بشكل صحيح. نصف قطر الانحناء صغير جدًا بحيث لا يسبب التكسير عند الانحناء ، ونصف قطر الانحناء كبير جدًا بحيث لا يسهل الانحناء.
مواد مختلفة من سماكة مختلفة لنصف قطر الانحناء المفضل (نصف قطر الانحناء) انظر الجدول أدناه.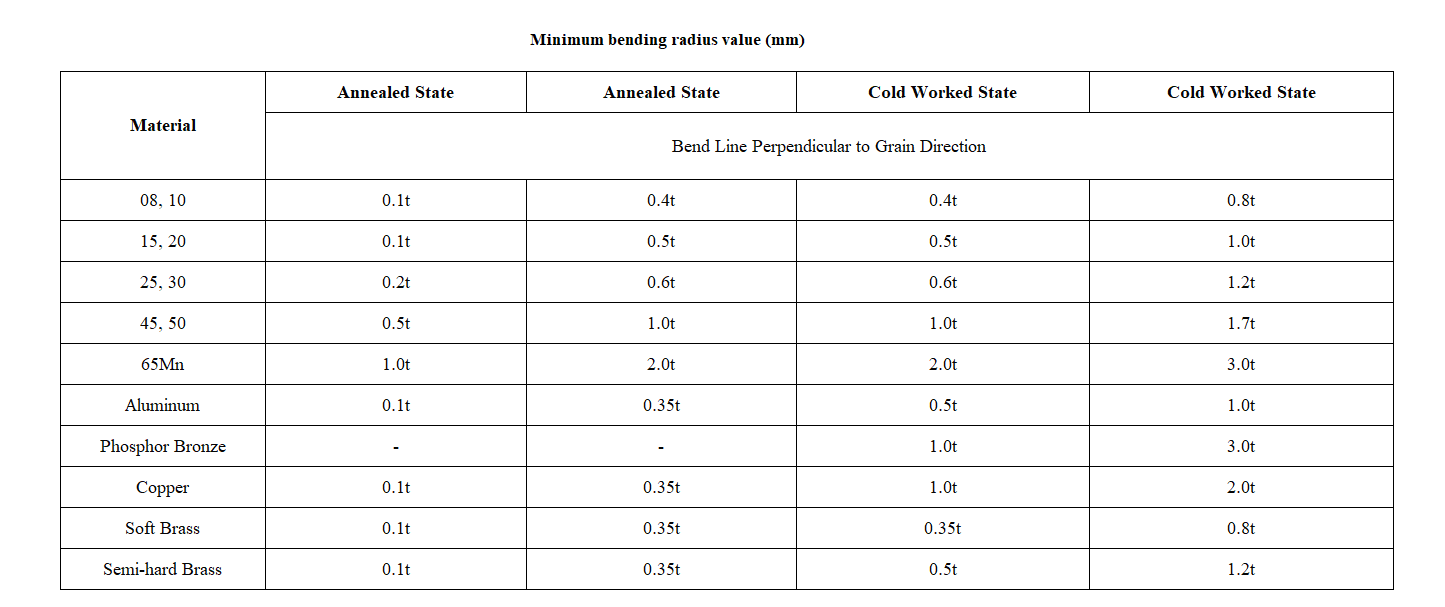
تفضل البيانات في الجدول أعلاه وهي لأغراض مرجعية فقط. في الواقع ، عادة ما تكون زاوية تقريب السكاكين الثني للشركة المصنعة 0.3 ، وعدد صغير من سكاكين الانحناء لديها زاوية تقريب قدرها 0.5.
بالنسبة للوحة الفولاذ الطرية العادية ، لوحة الألومنيوم المقاومة للصدأ ، صفيحة نحاسية ، لوحة نحاسية أرجوانية ، وما إلى ذلك ، فإن زاوية التقريب الداخلية البالغة 0.2 ليست مشكلة ، ولكن بالنسبة لبعض الصلب العالي الكربون ، والألومنيوم الصاعد الفائق ، هذا الانحناء سوف تؤدي زاوية التقريب إلى كسر الانحناء ، أو تكسير زاوية التقريب الخارجي.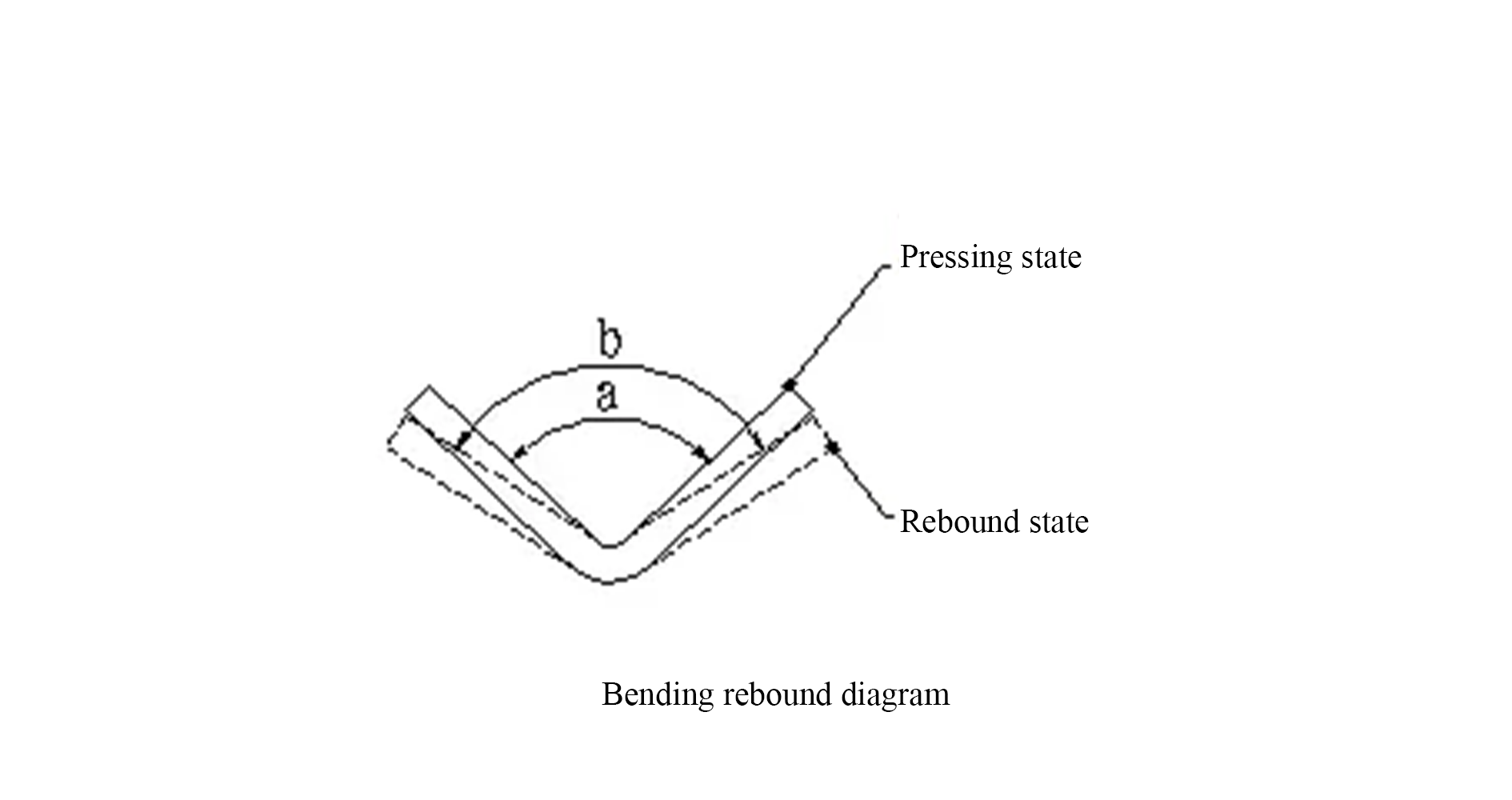
انتعاش زاوية Δα = B - A حيث ب - الزاوية الفعلية للجزء بعد الارتداد ؛ A - زاوية القالب.